
Bipin Pharma Equipment is a reputed organization with a wide selection of pharmaceutical formulation machinery made from high-quality raw materials sourced from reliable suppliers. Our fabricated product range consists of colloidal mills, blenders, dryers, liquid filling lines, multi mills, and vibro sifters. Additionally, we excel in the manufacture of Multi Column Distillation Plants / WFI Plants and various other types of dryers.
By utilizing research-based engineering practices and a proactive approach, we aim to provide customized solutions and deliver best-quality machinery and services promptly. The Multi Column Distillation Plant pairs with our Sterile Manufacturing Vessel in complete sterile preparation lines.

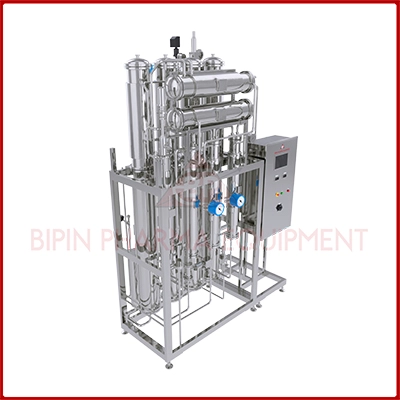
A Multi Column Distillation Plant / WFI Plant is a sophisticated apparatus used in industries such as pharmaceuticals, biotechnology, and chemical processing for the purification of liquids through distillation. This specialised system consists of various columns arranged in series, each serving a specific function in the distillation process to achieve high-purity liquid products.
The primary purpose of a Multi Column Distillation Plant / WFI Plant is to separate liquid mixtures into their individual components based on differences in boiling points. By heating the liquid mixture in one column and then condensing the vapours in subsequent columns, the plant effectively removes impurities and contaminants, producing purified liquids suitable for various industrial applications. Each column removes specific fractions, progressively increasing the purity of the final product with each stage — enhancing efficiency and allowing high throughput with consistent quality.
Multi Column Distillation Plants / WFI Plants are commonly used for the production of high-purity water (Water For Injection), pharmaceutical-grade solvents, ethanol, and other liquid products that require stringent purity standards. They are designed with advanced control systems to monitor and regulate key parameters such as temperature, pressure, and flow rates throughout the distillation process, ensuring optimal performance, product quality, and operational safety for large-scale liquid purification.
Designed to produce liquids of exceptionally high purity through multi-stage distillation processes.
Configuration allows efficient separation of liquid mixtures based on varying boiling points for precise purification.
Operates continuously, enabling consistent production of purified liquids at high volumes.
Advanced controls monitor and regulate temperature, pressure, and flow rates for optimal conditions and quality.
High throughput capabilities make it ideal for large-scale liquid purification processes.
Known for reliability and consistent performance, ensuring quality output and operational efficiency.
The Multi Column Distillation Plant / WFI Plant is available in MS, SS304, SS316, SS316L, and Hastelloy. Various kinds of fluoropolymer coating on contact surfaces — including Halar, PP, ETFE, PFA, and PVDF — are available for corrosion-sensitive applications. For pharmaceutical GMP / WFI applications, SS 316L high-purity contact parts are standard.
| Parameter | Specification |
|---|---|
| Type | Multi column distillation plant (WFI plant) |
| Output | Water For Injection (WFI) / high-purity distillate |
| Columns | Multiple columns in series (configurable) |
| Material (Contact Parts) | SS 316L / SS 316 / SS 304 / Hastelloy |
| Heating | Plant steam |
| Operation | Continuous |
| Control | Advanced — temperature, pressure, flow regulation |
| Optional | Fluoropolymer coatings (Halar/PP/ETFE/PFA/PVDF) |
| Compliance | cGMP / WHO-GMP / pharmacopoeia WFI |
Custom capacities and number of columns available on request. Contact us with your WFI output requirement for a tailored proposal.



Get a free quotation and technical consultation for your Multi Column Distillation Plant requirement.
Send Enquiry Call: +91 88791 92449Bipin Pharma Equipment manufactures cGMP-compliant Multi Column Distillation Plants — SS 316L, multiple columns for high-purity Water For Injection (WFI), advanced control systems, exported worldwide. Contact us for a customized solution.
Request a Free Quote WFI Plant Guide