GMP (Good Manufacturing Practice) compliance is a legal requirement for every pharmaceutical manufacturer. Every piece of equipment in a GMP facility must be designed, constructed, qualified, and documented to consistently produce products of the required quality and safety. Understanding GMP equipment requirements helps pharmaceutical manufacturers avoid costly re-qualifications, regulatory observations, and batch rejections.
As a leading GMP pharmaceutical equipment manufacturer in India, Bipin Pharma Equipment designs and supplies equipment compliant with WHO-GMP, cGMP (21 CFR), Schedule M (India), and EU GMP guidelines.
All product-contact surfaces must be in SS 316L (austenitic stainless steel, low carbon, 2-3% molybdenum) — the pharmaceutical industry standard. SS 316L offers excellent corrosion resistance to pharmaceutical solvents, APIs, and cleaning agents, and meets ASME BPE (Bioprocessing Equipment) standards. SS 316 is acceptable for less critical applications; SS 304 for non-contact parts.
| Application | Required Surface Finish (Ra) |
|---|---|
| Sterile vessels, WFI systems | Ra ≤ 0.4 µm (electropolished) |
| API reactors, VTD, ANFD | Ra ≤ 0.8 µm (mirror polished) |
| Granulators, dryers, blenders | Ra ≤ 0.8 µm |
| Non-critical (hoppers, frames) | Ra ≤ 1.6 µm |
GMP equipment must have no dead legs (stagnant zones), no blind tees, no sharp internal corners, no ledges, and no crevices. All internal welds must be full penetration and ground smooth flush with the surface.
| Document | Full Name | What It Proves |
|---|---|---|
| DQ | Design Qualification | Equipment design meets User Requirement Specification (URS) |
| IQ | Installation Qualification | Correctly installed per supplier specifications |
| OQ | Operational Qualification | Operates within defined parameters (empty) |
| PQ | Performance Qualification | Consistently performs as intended with actual product |
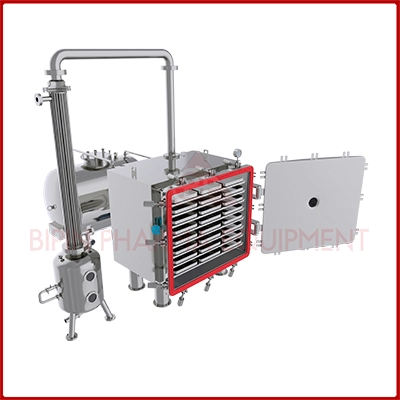
GMP-compliant VTD — SS 316L, mirror-polished, DQ/IQ/OQ/PQ support. Validated for pharmaceutical API and granule drying under vacuum.
View VTD →
cGMP high-shear granulator — SS 316L bowl, bottom-drive impeller (no internal seal), PLC control, full validation documentation available.
View RMG →GMP-compliant pharmaceutical equipment is defined by SS 316L construction, Ra ≤ 0.8 µm surface finish, dead-leg-free cleanable design, and complete DQ/IQ/OQ/PQ documentation. Bipin Pharma Equipment designs all equipment to WHO-GMP and cGMP standards. Contact us to discuss your GMP equipment requirements and get a free quote today.
Our technical team can recommend the right equipment — free consultation.
Send Enquiry Call: +91 88791 92449Bipin Pharma Equipment manufactures WHO-GMP and cGMP-compliant pharmaceutical equipment — SS 316L, DQ/IQ/OQ/PQ support, exported to 25+ countries. Contact us today.
Request a Free Quote View All Products